Dies wear out. It is not a warranty issue. It is normal.
But operators often wait too long. The die gets dull. Snaps start coming out wrong. The operator increases pressure. Now the machine is working harder than it should. The cylinder wears faster. Other parts break.
Then the die fails completely. Production stops. You wait for a replacement.
Knowing when to sharpen and when to replace saves money and downtime.
How Dies Wear
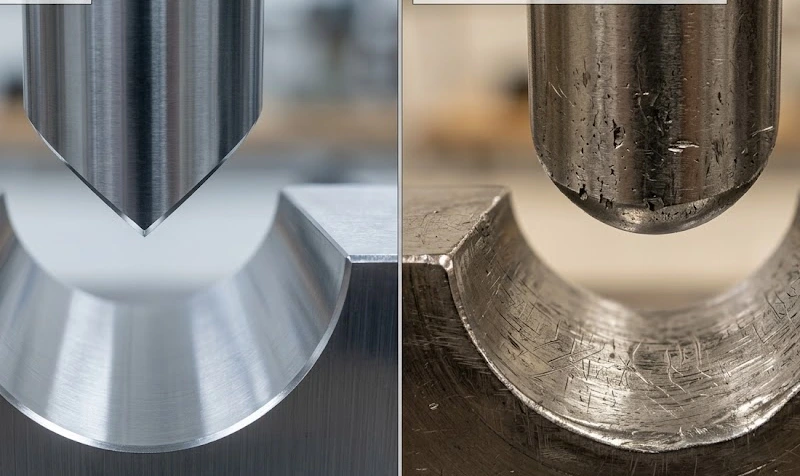
The punch pushes the snap barrel through the material into the die cavity. Every cycle causes tiny wear.
On the punch: The tip rounds over. The cutting edge dulls. The punch face may scratch or pit.
On the bottom die: The cavity wall gets polished. Then it gets grooved. The flare profile changes shape. The cavity depth increases slightly.
Wear is normal. It happens to every die. The question is not “will it wear?” but “how fast?”
Fast wear comes from:
- Abrasive materials (canvas, coated fabrics, leather)
- Hard snaps (stainless steel, hardened brass)
- High volume (thousands of cycles per day)
- Poor lubrication (none or wrong type)
- Misalignment (punch hitting off-center)
Signs the Punch Needs Sharpening
Do not wait for the snap to fail completely. Watch for these signs.
The hole in the material is ragged or fuzzy. A sharp punch cuts cleanly. A dull punch tears.
The machine requires more force than it used to. The operator feels it. The pressure gauge may show higher pressure needed.
The snap feels tight going in. The punch is not cutting cleanly. The material is stretching.
The back side flare is uneven. The punch is pushing the barrel at an angle because the tip is worn.
You hear a tearing sound instead of a clean cut. Listen to the machine. It sounds different when the punch is dull.
If you see any of these, stop and sharpen. Do not run another 1000 snaps hoping it gets better. It will not.
Punch Sharpening: How to Do It
Some punches can be sharpened. Some cannot.
Sharpenable punches have a simple bevel. You can grind them on a fine stone or diamond wheel.
Non-sharpenable punches have complex geometry or a carbide tip. These need factory resharpening or replacement.
How to sharpen a simple punch:
- Remove the punch from the machine.
- Inspect the tip. Look for the original bevel angle.
- Use a fine diamond stone or a bench grinder with a fine wheel.
- Maintain the original angle. Do not change it.
- Remove only enough material to restore the edge. 0.1-0.2mm is usually enough.
- Polish the bevel with a fine stone. No scratches.
- Reinstall. Test on scrap.
Do not over-sharpen. Each sharpening removes material. The punch gets shorter. Too short and it will not reach the die cavity. Limited number of sharpens per punch.
When to Replace the Punch Instead of Sharpening
Sharpening is not always the answer.
Replace the punch if:
- It has been sharpened more than 3-5 times
- The tip is chipped or cracked (cannot grind out the damage)
- The punch is visibly bent
- The punch face is pitted or scratched
- The punch is too short from previous sharpening
- The material is too hard for resharpened edge to last
A new punch is not expensive. A new punch costs 20to20to50. The cost of a bad batch of snaps is higher. Do not be cheap with punches.
Signs the Bottom Die Needs Replacement
The bottom die wears differently than the punch.
The flare is uneven. One side of the flare is taller than the other. The die cavity has worn unevenly.
The washer spins on the back side. The die cavity no longer matches the washer shape.
The snap barrel splits during setting. The flare profile has worn to a sharp edge that cracks the barrel.
The die cavity has visible grooves or scratches. Run your finger inside the cavity (carefully). If you feel grooves, replace the die.
The press produces inconsistent results. Same settings. Same material. Different results from cycle to cycle. The die may be the cause.
Bottom dies cannot be sharpened. They can be polished, but once the cavity shape is worn, replacement is the only answer.
Die Life Expectations
How long should a die last? It depends.
| Material | Punch Life (cycles) | Bottom Die Life (cycles) |
|---|---|---|
| Light fabric (polyester, cotton) | 100,000 – 150,000 | 200,000 – 300,000 |
| Denim, canvas | 30,000 – 50,000 | 80,000 – 120,000 |
| Leather (soft) | 40,000 – 60,000 | 100,000 – 150,000 |
| Leather (dense) | 20,000 – 30,000 | 50,000 – 80,000 |
| Coated fabrics | 50,000 – 80,000 | 100,000 – 150,000 |
| Abrasive materials (fiberglass, heavy tarp) | 15,000 – 25,000 | 40,000 – 60,000 |
These are estimates. Your actual life depends on material, alignment, lubrication, and cycle speed.
Keep a log. Write down when you installed each die. Track cycles. Replace on a schedule, not after failure.
The Cost of Running Worn Dies
Running worn dies seems free. You already own them. But it costs you.
Higher scrap rate. Worn dies produce more bad snaps. Each bad snap costs labor, material, and rework time.
Harder on the machine. The operator increases pressure to compensate. The cylinder works harder. The frame flexes more. Other parts wear faster.
Operator frustration. A machine that produces inconsistent results is frustrating to run. Good operators leave.
Customer returns. A bad snap that ships out will come back. The return costs more than the snap.
A new die costs 50to50to150. A bad batch of snaps costs more. Replace dies on schedule.
How QC Machinery Handles Die Maintenance
QC Machinery designs their dies for long life and easy replacement.
They use hardened tool steel. Proper heat treatment extends die life. Not all manufacturers do this.
They offer quick-change die holders. Replacing a die takes 30 seconds, not 15 minutes. Operators are more likely to replace dies on time.
They provide documentation. Each die has specifications. You know the expected life.
They stock spares. When you need a replacement, they have it. Not “we will make it in 4 weeks.”
They offer custom dies. If your application is unique, they will build dies for your specific snap and material.
QC Machinery has focused on punching and buttoning machinery for 15+ years. They have seen every die wear pattern. They know what works.
A Simple Die Maintenance Schedule
Daily:
- Inspect the punch edge. Look for wear or chips.
- Wipe the die clean. Dust hides wear.
Weekly:
- Remove the die set. Clean thoroughly.
- Inspect the die cavity with a light. Look for grooves or scratches.
- Run 5 test snaps. Inspect flare.
Monthly:
- Compare current snap quality to a sample from a new die.
- If quality has dropped, sharpen or replace.
At cycle milestones:
- Replace punch at 80% of expected life.
- Replace bottom die at 80% of expected life.
- Keep a log. Do not guess.
Conclusion
Dies are consumables. They wear out. Plan for it.
Sharpen the punch when the edge dulls. 3-5 sharpens per punch.
Replace the punch when it is too short, chipped, or has been sharpened too many times.
Replace the bottom die when the cavity wears, the flare is uneven, or the washer spins.
Do not run worn dies. The cost of scrap and frustration is higher than the cost of new dies.
Keep a log. Track cycles. Replace on schedule.
Buy from a manufacturer who stocks spares. QC Machinery has been building these machines for 15+ years. They know dies. They stock them.
A well-maintained die set produces millions of good snaps. A worn die set produces frustration from the first shift. The choice is yours.
FAQ
Q1: How do I know if my punch needs sharpening or replacement?
Look at the edge. If it is rounded but not chipped, sharpen. If it is chipped, bent, or too short, replace.
Q2: Can I sharpen carbide punches?
Not with standard tools. Carbide is very hard. It needs diamond wheels. Send to the manufacturer for resharpening.
Q3: How many times can a punch be sharpened?
3 to 5 times, depending on how much material is removed each time. After that, the punch is too short.
Q4: Why does my bottom die wear faster on one side?
Misalignment. The punch is not centered. The barrel hits one side of the cavity harder than the other. Check alignment.
Q5: Does QC Machinery offer die resharpening services?
Ask them. They provide support with pictures and videos. For customers with volume, they may offer resharpening.
Q6: What is the most common die maintenance mistake?
Running worn dies too long. Operators think they are saving money. They are losing money on scrap and rework. Replace on schedule.